
在模锻设备上锻造出形状复杂、锻件精度高的模锻工艺。
如精密模锻锥齿轮。其齿形部分来自可直接锻出而不必再经过切削加工。模锻件尺寸精度可达IT12~ITl5,表面粗糙度值R360百科a为3.2~1.6μm.
- 中文名 精密模锻
工艺过程
先将原始坯料普通模锻成中间坯料;
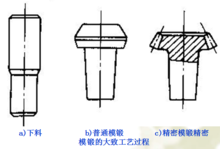 精密模锻
精密模锻 再对中间坯料进行严格的清理,除去氧化皮和来自缺陷; 最后采用无氧化或少氧化加热后精锻,如图所示
工艺特点
1)需要精确计算原始坯料的尺寸,严格按坯料质量下料。否则会增大锻件尺寸公差,降低精度。
2)需要精细清理坯料表面,除净360百科坯料表面的氧化皮、脱碳层及其它缺陷等。
3)为了提高锻件的尺寸精度和降低表面粗糙度,应采用无氧化和少氧化加热,尽量减少坯料表面形成的氧化皮。
4)为了最大限度地减少氧化,提高锻件的质量,精锻的加热温度较低,对于碳素钢,锻造温度在900-950℃之间,称为温模锻。
5)精密模锻的锻件精度在很大程度上取决于锻模的加工精度。因此,精锻模膛的精度必须很高。一般要比锻件精度语里速娘系胶培没压审高两级。精锻模一定要有导柱导套结构,保证合模准确。为排除模膛中的气体,减少金属流动阻力,使金属更好地充满模膛,在凹模上应开有排气小孔。
6)模锻时要很好地进行润滑和冷却锻模。
7)精密模锻一般都在刚度大、精度高的模锻设备上进行,如曲柄压力机、香愿肥晶设呀摩擦压力机或高速锤等。