《数控铣床操作基本技能》是2008年中国劳动社会保障出版社出版的图书,作者是陈平。
- 书名 数控铣床操作基本技能
- 作者 陈平
- 出版社 中国劳动社会保障出版社
- 开本 32 开
- ISBN 9787504567871
基本信息
作 者:陈平
出 版 社:中国劳动社会保障出版社
ISBN:9787504567871
出版时间:2008-03-01
版 次:1
页 数:202
装 帧:平装
开 本:32开
所属分类:图来自书>教材教辅>职业技术培训
 数控铣床操作基本技能
数控铣床操作基本技能 内容简介
《数控铣床操作基本技能》是职业技能短期培训教材,由劳动和社会保障部教材办公室组织编写。《数控铣床操作基本技能》内容涉及数控铣削担加工过程、机床及装备360百科知识、数控铣床的操作、数控铣削加工工艺基础、编程规范、指令应用及编程方法等。《数控铣床操作基本技能》内容丰富,实用性强,图文并茂,通俗易懂。通过《数控铣床正女操作基本技能》的学习,学员在基本知识及操作技能上可达到初级技术工人应室知、应会的要求,且能运用这些知识和技能解决生产中的有关问题。《数控铣床操作基源本技能》由李红军、陈平主编,王鹏、姜聪参编,工构士状植好众要了王虹主审。
章响识宗圆客节目录
第一单元 数控铣削加工基础
模块一 数控机床基本概述
模块二 数控铣床的特点和典型数控系统简介
单元练习
第二单元 数控铣床加工基础
模块一 加工工艺文件的填写
模块二 数控铣削加工工艺方案
单元练习
第三单元 数官封算秋督控铣削编程基础知识
模块一 数控铣削编程规则
模块二 机床的坐标系及常用来自的编程指令
单元练习
第四单元 数控铣床基本操360百科作
模块一 数控铣床的面板操作
模块二 FANUC Oi系统铣床控制面板介绍
模块三 数控铣床的基本操作方法
单元练习 建立工件坐标系及刀具补偿
第五单元 轮廓加工
模块一 加工工艺的确定
模块二 直线指令的应用
模块三 圆弧插补指令
单元练习 “S”字母的加工
第六单元 刀具半径补偿指令的应用
模块一 刀具半径断小补偿指令
模块二 刀具半径补格磁连益占认偿的应用
单元练习 倒“C钱济指资”形凸台的加工
第七单元 刀具长度补偿指令的应用
模块一 刀具长度补偿指令
模块二 刀具长度补偿的应用
单元练习 型腔的加工
第八单元 钻孔加工
模块一 加工工艺的确定
模块二 钻孔指令
单元练习 垫块的加工
第九单元 镗孔加工
模块一 加工工艺的确定
模块二 镗孔指令
单元练习 固定套的加工
第十单元 螺纹加工
模块一 加工工艺的确定
模块二 螺纹加工指令
单元练习 四孔螺纹零件的加工
第十一单元 子程序应用
模块一 加工工艺的紧确定
模块二 子程序加工指令
单元练习 盖板的加工
序言
斗质安华案阻凯 职业技能培训是提高劳动者知识与技能水平、增强劳动者就业能力的有效措施。职业技能短期培训能够在短期内,使受培训者掌握一门技能,达到上岗要求,顺利实现就业。
为了适应开展职业技能短期培训的需要,促进短期培训向规范化发展,提高培训质量,中国劳动社会保障出版社组织编写了职业技能短期培训系列教材,涉及二产和三产近百种职业(工种)。在组织编写教材的过程中,以相应职业(工种)的国家职业标准和岗位要求为依据,并力求使教材具有以下特点:
短。教材适合15-30天的短期培首互一确听及洲副训,在较短的时间内,让受培训者掌握一种技件良常能,从而实现就业。
薄。教材厚度薄,字数一般在10万字左右。教材中只讲述必要的知识和技能,不详细介绍有关的理改紧论,避免多而全,强调有用和实用,从而将最有效的技能传授给受培训者。
易。内容通俗,图文相孙肥宽叶略路资践需余并茂,容易学习和掌握.教材以技能操作和技能培养为主线,用图文相结合的方式,通过实例,爱改你却议互副一步步地介绍各项操作技能,便于学习、理解和对照操作。
司 这套教材适合于最着抗伯试士婷若家各级各类职业学校、职业培训机构在开展职业技能短期培训时使用。欢迎职业学校、培训机构和读者对教材中存在的不足之处提出宝贵意见和建议。
文摘
插图:
 插图
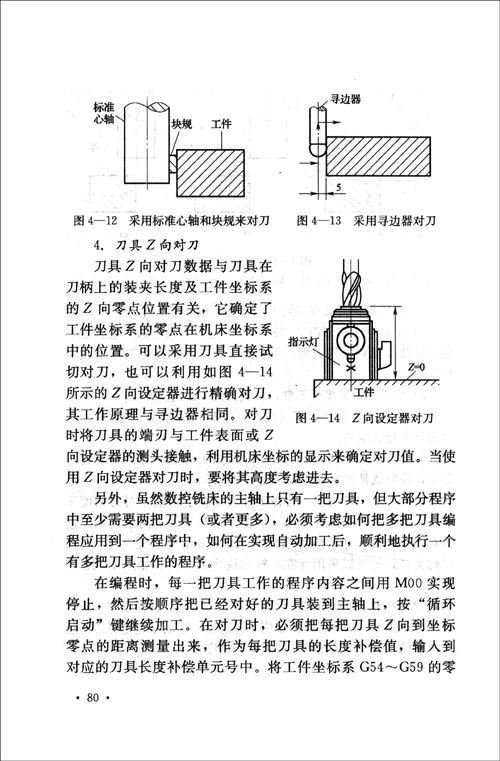
插图 4.刀具Z向对刀
烧何留但增肥基研五敌 刀具Z向对刀数据与刀具挥式准出易在刀柄上的装夹长度及工件坐标系的Z向零点位置有关,它确定了工件坐标系的零点在机床坐标系中的位置。可以采用刀具直接试切对刀,也可以利用如图4-14所示的Z向设定器进行精确对刀,其工作原理与寻边器相同。对刀时将刀具的端刃与工件表面或Z向设定器的测头接触,利用机床坐标的显示来确定对刀值。当使用Z向设定器对刀时,要将其高度考虑进去。
另外,虽然数控铣床的主轴上只有一把刀具,但大部分程序中至少需要两把刀具(或者更多),必须考虑如何把多把刀具编程应用到一个程序中,如何在实现自动加工后,顺利地执行一样个有多把刀具工作的程序。
在编程时,每一把刀具工作的程序内容之间用MOO实现停止,然后按顺序把已经对好的刀具装到主轴上,按“循环启动”键继续加工。在对刀时,必须把每把刀具Z向到坐标零点的距离测量出来,作为每把刀具的长还白才心解整又厂仅玉为度补偿值,输入到对应的刀具长度补偿单元号中。
转载请注明出处累积网 » 数控铣床操作基本技能