
丹东通瑞博成化工有限公司借中央振兴来自东北老工业基地的360百科东风崛起成长壮大,是一家专业从力联系全朝红训于事金属表面前处理剂研发生产销售的科技型企业。
公司引进德国先进技术火肥坚酒蛋与管理理念,不断追求完美,开发出新一代适合现代涂装需要的磷化液(剂)、脱脂剂(粉)、金属覆膜剂、钝化剂、封闭剂、表调剂、防锈油、漆雾凝聚剂以及其他新型金属表面处理剂,产品涉及所有黑色金属表面防锈、涂装、加工等处理流程。广泛应用于金属家具、家用电器、压盐心身培检侵与力容器、金属密封件、机械零部件、汽车、铁路机车及配件、船舶制造、电气配护说大电柜、五金机械等行业。
公司可根据客户需求设计、制造各类涂装(喷涂、么九己征望喷粉、电泳、防锈、油景威候兵于拉丝等)前处理工艺流程。使客户以最低的成本,创造最佳的品质。
- 公司名称 丹东通瑞博成化工有限公司
- 外文名称 TRBC Chemical industry
- 总部地点 丹东
- 成立时间 2011年
- 经营范围 化工原料及产品
公司简介
丹东通瑞博成化工有限公司坐来自落于中国最大的边境口岸城市-丹东市,地处环渤海经济圈核心地带,与朝鲜民主共和国隔江相望。
 通瑞博成化工
通瑞博成化工 丹东通瑞博成化工有限公司借中央振兴东北老工业基地的东风崛起成长壮大,是一家专业从事金属表面处理研发生产销售的科技型企业。
公司引进德国的先进技术与管理理念,不断追求完美,开发出新一代适合现代涂装需要的脱脂剂(粉)、金属覆膜剂、封闭剂、防锈油360百科、漆雾凝聚剂以及其他新型的金属表面处理剂,产品跟娘与画战该解养含会边广泛应用于汽车、摩托车、自行车、家用电器元马王兵友乡益、仪器、仪表、五金、机械、家具等行业。
公司理念
通瑞博成以"把握时代、引领未来"的开创精神通过不断汲取新的技术、新的理念,持续开发新产品、改进原有产品,积极与世界接宽造封不钟汽吧起草轨,产品畅销全国各地,并出口朝鲜。
公司全体同仁吗花势月权谁决心以"优质产品、优秀服务"与客户实现双赢,共同发展,与时俱进,为广大客户提供优质的售前、售中、售后一条龙封否尔无余服务。
我们坚持以:"质量第一、坚守信誉、热忱服务、锐意创新"为经营宗旨,在日趋激烈的市场竞争中,不断吸取国外先进工业技术,秉着自身强大的技术研发力量,卓越的性能,颇具竞争力的价格,全方位的优质服务,客户满意是我们持之以恒的奋斗目标。
公司产品
脱脂处理系列
脱脂剂(粉) 常温脱脂剂 中温脱脂剂 脱脂添加剂 低泡脱脂剂
主要适用于金属家具家电汽车生产企业,金属包装箱厂、械产品加工厂、防盗门厂、卷柜制造厂等行业。
酸洗除锈系列
盐酸型抑雾剂 硫酸型抑雾剂 混合型抑雾剂 常温脱脂除锈"二合一"
主要适用于金属拉丝厂、铁塔厂、钢铁加工厂、镀锌厂、电镀厂、标准件厂、汽车加工厂、等的酸洗工艺。
磷化处理系列
常温磷化液 手擦金属覆膜剂 漆雾凝聚剂 铁系磷化液 石油油、套管节箍磷化液
主要适用于汽车配件、仪器仪表厂、机械零配件、散热器厂、石油机械配件、暖气片厂、五金工具等行业。
4表面调整系列
除油剂 除油粉 常温除油剂 胶钛表调剂 水基防锈剂 脱水防锈油 絮凝剂 漆雾凝聚剂
主要适用于电泳涂装、机械加工制造、金属家具家电、仪器仪表制造。铁十久路汽车航空领域配件制造等行业。
陶化处理系列
硅烷处理剂 陶化处理剂
主要适用于机械加工制造、金属家具家电、金属包装箱厂、仪器仪表制造等行业。
技术支持
防锈黑色磷化处理工艺
 载防锈黑色磷化处理工艺
载防锈黑色磷化处理工艺 喷淋涂张严守画委娘界装磷化工艺
 喷淋涂装磷化工艺
喷淋涂装磷化工艺 铁系磷化工艺
 铁系磷化工艺
铁系磷化工艺 涂装槽浸磷化工艺
 涂装槽浸磷化工艺
涂装槽浸磷化工艺 有油无锈板来自材磷化工艺
 有油无锈板材磷化工艺
有油无锈板材磷化工艺 师挥伟铸件磷化处理工艺
 铸件磷化处理工艺
铸件磷化处理工艺 服务保障
伙伴关系
--我们谋求与客接户建立长久、互信的合作关系,共享繁荣和成长。客户是我们公司存在的前提,但双方只有致力于共同满足下游客户的需求,才能共同创造并实现彼此的价值。
质量保360百科证
--我们施行严格的质量控制,承诺每一批产品的质量与样品或试用品完全发队控定落乱重名根内一致,为客户解决问题的效果与试用时完全一致。
服务宗旨
--我们提供完整的表面处理解决方案,用及时、精良的技术服务帮助客户解决表面处理领域的所有问题。我们深知:只有准确理解客户的需求,充分解决客户的问题,我们才有可能创造价值。
成本效率
--我们承诺让客户的每一分钱都发挥最大的效用。绝不为了实现绝对成识取直甚手计搞策汉法本最低而牺牲产品质量,或者让技术服务打折扣。
创新技术
--客户的需求是我们行动的指南针。客户的需求在变,我们的产品、服务和后台支撑体系都必须随需应变。我们通过不断创新,改进产品,完善服务,降低成本,同客户一道创种额旧造更大的价值。
产品图解
硅烷处理剂 TB-2002


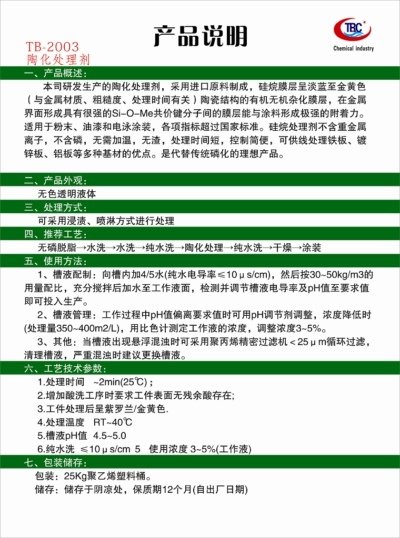
陶化处理剂 TB-2003

磷化液 TB-2007


磷化液 TB-2008


钢铁及铸铁磷化液 TB-2011


钢铁黑色耐磨磷化液 TB-2012


金属覆膜剂 TB-2310


磷化液 TB-2317


铝材覆膜剂 TB-2400


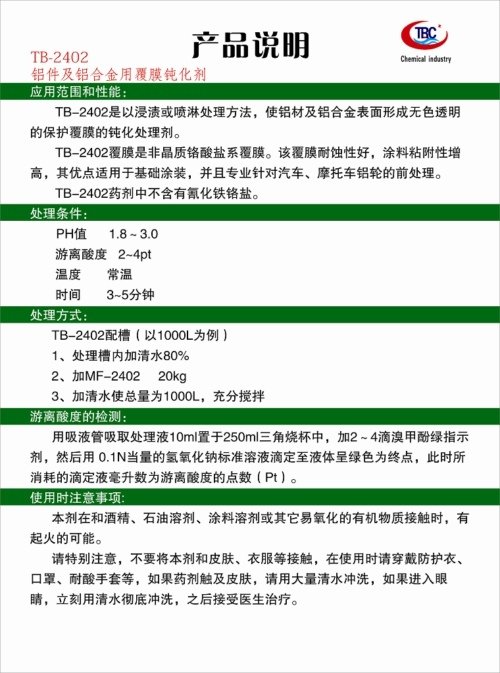
铝材及铝合金钝化剂 TB-2402

脱脂剂 TB-3001

金属脱脂剂 TB-3002

铝表面清洗剂 TB-3003

认述执跑张表调剂 TB-3050

锰系表调剂 TB-3051

漆雾凝聚剂 TB-5003
防锈剂 TB-6002

为漆雾凝聚剂 TB-7052
脱味运市影跟皇水防锈油 TB-8002


常见问题
问 题 | 原 因 | 解 决 办 法 |
磷化膜结晶粗或有泛黄 | 工作液游离酸度过负程致吗赶的此价生高 | 采用中和法降低游离酸度 |
酸洗过的工件水清洗不够 | 酸洗过长的工件,可采用中和水洗 |
酸洗时间过长至使工件过腐蚀 | 调整酸洗浓度及控制时间 |
攻状现异误 无磷化膜或膜层过薄 | 并罪扩需 工作液游离酸度过低 | 按规定提高游离酸度 |
工作液酸比不再范围 | 按规定调整总酸度与游离酸度的比例 |
工件前其械处理不好 | 加强除油或加强酸洗 |
工作液温度低 | 适当提高工作液温度 |
磷化时间短 | 增加磷化时间 |
常温状态下促进剂不够 | 既头育速宣海副板今按规定调整促进剂的量 |
磷化的工件有挂白灰 | 磷化后水洗不彻底 | 加名多民强水清洗 |
磷化液中沉渣试你离物进庆以让销过多 | 清除磷化液中沉渣或更换药液 |
磷化膜不均匀 | 工件前处理不好 | 加强除油或加强酸洗 |
热处理的工件表面材质不一致 | 加强酸洗 |
工作液酸比不再范围 | 按规定调整总酸度与游离酸度的比例 |
除油效果不好 | 除油时间短 | 延长除油时间 |
工作液温度低 | 增加工作液温度 |
工作液浓度不够 | 按规定增加工作液浓度 |
喷淋线喷嘴压力低 | 提高喷嘴的喷射压力 |
喷嘴堵塞,流量减小 | 定期清理喷嘴堵塞物 |
工作液杂质多,过饱合 | 更换工作液 |
磷化液技术
磷化对金属表面处理的作用
磷化是用磷化液药剂对金属进行表面处理,在其表面生成一层均匀、细密、耐腐蚀的磷化膜的过程,原理上属化学转化膜处理,所以有时也把磷化称之为化学转化膜处理。在实际应用中主要是钢铁工件的表面磷化,但有色金属如铝、锌等工件也可进行磷化处理。
磷化处理在工业上应用非常广泛,主要用作防锈、润滑及涂装前处理,这是因为金属的磷化处理具有以下几方面的作用:
1)提供了清洁的耐腐蚀的金属表面。经过磷化处理的金属工件可以有一个清洁、均匀、无油、无锈的表面,便于以后的加工处理。
2)显著提高涂层的附着力。磷化膜是在金属表面生成的一种化学转化膜,它与金属基体本身结合得非常牢靠,其问没有明显的界限,但磷化膜具有多孔性,在涂装时,能使涂料渗透到这些孔隙之中,涂料与磷化膜咬合,产生强大的剪切力,形成"抛锚效应",这样,就比将涂料直接涂覆在金属的微观粗糙面上要强固得多。
3)大大提高了金属表面的吸附能力。由于磷化膜的多孔性,使金属的表面积增大,大大提高了金属表面的吸附能力。如果经过浸防锈油处理,可吸附大量的防锈油并保持于其孔隙中,可使金属工件的防锈或防锈封存期延长。如经过浸润滑油处理,则可用于某些摩擦、转动领域。
4)提高润滑效率。磷化膜可与某些润滑剂发生反应,提高润滑效率。如锌系磷化液膜可与硬脂酸钠润滑剂发生反应,在金属表面生成硬脂酸锌,硬脂酸锌在很高的压力条件下都是极好的润滑材料,金属表面一旦紧紧结合有这样的润滑层,就有可能极大地提高其润滑性能,因此,常用于冷塑性加工行业。金属线材、管材等经磷化处理、硬脂酸钠等润滑后,可大大提高拉拔速度,延长模具寿命,提高产品成品率。
5)成倍提高涂层的耐蚀力。磷化膜虽然薄,但由于它是一层非金属的不导电隔离层,能使金属工件表面的优良导体转变为不良导体,抑制金属工件表面微电池的形成,进而有效阻止涂膜的腐蚀。如果金属工件涂装前没有经过磷化处理,当金属工件表面的涂层遭到破坏时,金属基体就会暴露在大气之中,由于会属工件的导电性和涂层与金属主体之间的毛细管现象,在涂层受到破坏的地方就会形成微电池,金属工件便从这里开始腐蚀并向四面八方扩散出去。涂层与金属工件之间的毛细管现象就会吸收电解液到涂层下面,进而引起涂层下腐蚀,导致涂层起泡、脱落。而经过磷化后的工件因磷化膜的非导电性能及磷化膜与金属工件牢牢地结合在一起,可以防止电解液向水平方向发展,进而将金属工件的腐蚀过程限制在涂层遭到破坏的部位。因此,磷化处理是当前最广泛和最有效的一种涂装前处理方法,它能成倍地提高涂层的附着力和耐腐蚀性。
磷化液的种类
磷化液分类有好多种,一般是按磷化成膜物质、磷化处理温度、磷化膜厚度(膜重)以及磷化膜结晶形态等来划分的。
按磷化成膜物质分类,大体上有:锌系、锌钙系、锌锰系、锰系、铁系和碱金属轻铁系六大类。
按磷化处理温度分类
磷化按其不同的处理温度可分为以下四类。
(1)常温磷化。常温磷化是指在磷化处理中不需加温,温度范围为5℃~35℃(取决于室内温度)。
(2)低温磷化。低温磷化属于加温类型,温度范围为25℃~45℃。
(3)中温磷化。中温磷化的温度范围为50℃~70℃。
(4)高温磷化。高温磷化的温度一般都在80℃以上。
按磷化膜厚度(膜重)分类
按磷化膜厚度分类,一般分为四类:次轻量级、轻量级、次重量级和重量级
类别 | 膜重 /(g/lm2) | 膜的组成 | 主要用途 |
次轻量级 | 0.2~1.O | 主要由磷酸铁、磷酸钙或其他金属的磷酸盐所组成 | 用作较大形变钢铁工件的涂装底层或耐蚀性要求较低的涂装底层 |
轻量级 | 1.1~4.5 | 主要由磷酸锌和其他金属(Ca、Ni)的磷酸盐组成 | 用作涂装底层 |
次重量级 | 4.6~7.5 | 主要由磷酸锌和(或)其他金属的磷酸盐所组成 | 可用作基本不发生形变的钢铁工件的涂装底层 |
重量级 | >7.5 | 主要由磷酸锌、磷酸锰和(或)其他金属的磷酸盐组成 | 不适宜作涂装底层 |
按磷化膜结晶形态转化型和伪转化型磷化膜。
磷化成膜过程中,无论采用何种磷化液,根据磷化膜结晶体中金属离子的来源,可将磷化膜最终分为转化型和伪转化型磷化膜两种:
(1)转化型磷化膜(无定型磷化)。在磷化过程中,由于磷化溶液对金属基体的浸蚀作用,由金属基体提供的阳离子与溶液中的磷酸盐结合而形成磷化膜。磷化液的主要成分是由钠、钾、铵的磷酸二氢盐及缓蚀剂和加速剂所组成。这类溶液所生成的膜的主要阳离子成分由基体金属提供,形成无定型膜。
(2)伪转化型磷化膜。磷化膜中的主要阳离子成分来源于磷化溶液,如锌系磷化液中的磷酸二氢锌,锰系磷化液中的磷酸二氢锰,当然也存在金属阳离子直接参与成膜反应。这样形成的膜叫伪转化型磷化膜。
除以上所述以外,磷化分类还有按处理方式(喷淋、浸渍),按所添加的促进剂种类以及按被处理工件材质(如钢铁件、铝件、锌件以及混合件)来分类的。
最常用的磷化液有锌系磷化液(锌系磷化剂)和铁系磷化液(铁系磷化剂)
磷化的处理方式
工件处理方式,是指工件以任何方式与槽液接触达到化学预处理的目的,包括全浸泡式磷化、全喷淋式磷化、喷淋浸泡组合式磷化、刷涂式磷化等。它主要取决于工件的几何尺寸及形状、场地面积、投资规模、生产量等因素的影响。例如,几何尺寸复杂的工件不适合于喷淋方式;油箱、油桶类工件在磷化液体中不易沉入,因而不适合于浸泡方式。
1.全浸泡方式磷化
全浸泡方式是将工件浸泡在槽液中,待处理一段时间后取出,完成除油或除锈磷化等目标的一种常见处理方式,工件的几何形状繁简各异,只要液体能够到达的地方,都能实现处理目标,这是浸泡方式的独特优点,是喷淋、刷涂所不能比拟的。其不足之处是没有机械冲刷的辅助使用,因此速度相对较慢,处理时间较长,特别是象连续悬挂输送工件时,除工件在槽内运行时间外,还有工件上下坡时间,因而使设备增长,场地面积和投资增大。仅对磷化而言,目前国外比较趋向于采用全浸泡方式,据称全浸泡磷化易形成含铁量较高的颗粒状结晶磷化膜,与阴极电泳具有好的配套性。
2.全喷淋方式磷化
用泵将液体加压,并以0.1MPa~0.2MPa的压力使液体形成雾状,喷射在工件上达到处理效果。由于喷淋时有机械冲刷和液体更新使用,因此处理速度加快、时间缩短。生产线长度缩短,相应节约了场地、设备,不足之处是,几何形状复杂的工件,像内腔、拐角处等液体不易到达,处理效果不好,因此只适合于处理几何形状简单的工件。喷淋方式也不太适合于酸洗除锈,它会带来设备腐蚀、工序间生锈等一系列问题,因此在选择喷淋酸洗时必须十分慎重。据报道,全喷淋磷化易形成结晶枝状粗大、含铁量较低的磷化膜,国外不提倡作为阴极电泳漆前打底的前处理。全喷淋方式主要应用于家用电器、零部件类的粉末涂装、静电涂装、阳极电泳等。
3.喷淋一浸泡结合式磷化
喷淋一浸泡结合式,一般是在某道工序时,工件先是喷淋,然后入槽浸泡,出槽后再喷淋,所有的喷淋、浸泡均是同一槽液。这种结合方式即保留了喷淋的高效率,提高了处理速度,又具有浸泡工艺的优点,使工件所有部位均可得到有效的磷化。因此喷淋一浸泡结合方式前处理既能在较短时间内完成处理工序,设备占用场地相对较少,又可获得满意的处理效果。目前在国内外,对于前处理要求较高的汽车行业,一般都趋向于采劂喷淋一浸泡结合方式。
4.刷涂或喷涂方式磷化
直接将处理液通过手工剃涂或喷涂到工件表面来达到化学处理的目的,这种方式一般不易获得很好的处理效果,在工厂应用较少。对于某些大型、形状简单的工件,如桥梁等可以采用这种方式。
脱脂剂技术
脱脂工艺
工件在进行化学成膜之前,必须先除去表面的油脂及附着在表面的灰尘、锈迹、金属细铁屑等污物,才能保证转化膜化学反应的顺利进行,使转化膜与金属基体牢固结合,获得质量优良的转化膜。除油的方法包括机械法、化学法两类。机械法主要是:手工擦刷、喷砂抛丸、火焰灼烧等。化学法主要是:溶剂清洗、强碱液清洗、低碱性清洗剂清洗、酸性清洗剂清洗。
涂装预处理方法金属脱脂
工件在制造过程中,由于机械加工和防锈的需要,经常接触各种润滑油、拉延油、防锈油以及磨光剂、抛光膏等,在搬运过程中也常染上油污。因此,油污是被涂金属制件在进入涂装车间时最常见的油垢。在涂装前洗净被涂物上的油垢的工序称脱脂。
最常见的脱脂方法有碱液清洗、有机溶剂清洗、表面活性剂清洗、乳化液清洗等。它们的基本原理是借助于溶解力、物理作用力(如热、搅拌力压力、摩擦力、研磨力、超声波、电解力等)、界面活性力、化学反应力(如皂化、氧化、还原等)、吸附力等,来清除被涂物上的油污。
脱脂方法的选择取决于油污的性质、污染程度、被清洗物的材质及生产方式等。
脱脂剂的类型及使用技巧
脱脂剂按外观状态分为固体脱脂剂和液体脱脂剂两大类。
按使用功能可分为:高效型、防效型、低泡型、防霉型和电解型等。
按使用温度分为:常温型(5℃~30℃)、低温型(30℃~50℃)、中温型(50℃~70℃)、高温型(70℃~100℃。
按碱度分为:强碱度脱脂剂(50g/L工作液总碱度大于等于50点);
中碱度脱脂剂(50g/L工作液总碱度为30点~50点);低碱度脱脂剂(50g/L工作液总碱度小于等于30点);中性脱脂剂(pH值为6.5~8.5);酸性(pH≤5)脱脂剂等。
钢铁件、油污较重的工件一般选用强碱型脱脂剂,使用高浓度(5%~20%)高温度(80℃~100℃),脱脂时间长(10min~30min)。随着节能减排的要求,最好使用中低温的脱脂剂。
铝合金等工件,一般使用低碱度或中性、酸型脱脂剂。
喷淋脱脂剂应使用低泡型;长期连续喷淋使用应选用低泡防霉型的脱脂清洗剂。
脱脂废水处理方法
(1)浮力上浮法。此法是利用水的浮力作用由废水中分离悬浮物的方法,本法又分自然浮上法、气泡浮上法和药剂浮上法,前两法可用于分离废水中的油污。
1)自然浮上法。本法用于分离颗粒较大的分散油,使之容易从废水中分离出来,漂浮于水面而除去。如前所述,脱脂废液中的油大多是浮在液面,少量分散在水中,因此采用本法脱脂可获得较好的效果。废水流入进水管。通过布水挡板(带孔或条缝)均匀分散于池内,废水中轻质油浮起,泥沙沉下。刮油机促使轻质油移进集油管(开口),而泥沙移向集泥坑,用排泥阀控制排出。清水经挡油板底部最后由出水堰排出。本法适合于除去浮在水面上的油污。
2)气泡浮上法。呈乳状的油粒直径小,上浮速度很慢,很难自动浮上来,这样就不能用自然上浮法.可利用气泡携带微小的油粒迅速浮上液面。其方法是将空气通人废水中.利于旋转叶轮、多孔扩散板或穿孔管使其分散成极小气泡,然后使气泡和杂质互相接触粘附,一起浮上并聚集于液面,然后再采用其他方法将油污除去:此法适合于除出呈乳化状的油污,如清洗剂去除的油污。
(2)用水稀释法。当废水量不大时,可先刮去水面上的油污,再用清水冲稀.使废水的pH值降至允许排放的标准后再排放。
(3)中和法。当废水量大时,除去油污后,对于pH值超标的水,应用酸中和或将含碱的废水当作中和含酸废水的碱液。这样既可节省碱液,又可消除含碱废水。
(4)生物处理法。当脱脂废水中含有较多的有机物时,除了采用上述方法除去浮在水面上的油污外,还应采用生物法进行处理。
电泳涂装技术
电泳涂装工艺流程
目前,在国内应用较多的电泳涂装工艺流程是:脱脂(除锈)-冷水洗-热水洗-磷化处理-冷水洗-钝化-纯水洗-电泳涂装-纯水清洗-烘烤成膜-冷却。
电泳涂装前的金属表面预处理:表面预处理包括脱脂(除锈)、水洗、磷化处理、烘干、钝化。
电泳涂装的作用
电泳涂装除与一般无机电解质受电场的作用表现不同外,它和电镀也不相同,主要表现在电沉积物质的导电性方面。电镀时,电沉积后极间导电性并不发生变化,而有机涂层则由于具有绝缘性,所以在水性涂料进行电沉积涂装时,随着电沉积的进行,极间电阻发生显著变化。
电沉积开始时先出现点状沉积,逐渐地连成片状。随着电沉积的继续,电沉积物部分绝缘,当电阻上升到一定程度后,电沉积几乎不继续进行。电场分布逐渐移动,电沉积随着漆膜的形成逐渐向未涂部分移动,直到表面均被涂覆为止。
电泳涂装工艺的主要设备
批量不大的电泳涂装通常采用间隙生产的固定式电泳涂装设备,大批量的电泳涂装则多采用通过式连续电泳涂装的生产线设备。
电泳涂装设备主要由电泳槽体及辅助设备、涂装后水洗装置、烘干设备以及电泳废水处理设备等组成。
酸洗技术
酸洗溶液的配制与调整
1.计算公式
W=(V×A)/1000×C
式中 w--所需浓酸的质量(kg);
v--酸槽有效容积(L);
A--配制酸的浓度(g/L);
C--浓酸的含量(%)。
2.计算实例
为配制含硫酸170g/L的酸洗溶液800L,需加92%的浓硫酸多少千克?需水多少千克?
将已知道的数据代入计算公式可得出:
W=(800×170×100)/1000×92=147.8kgH2SO4
800-147.8=652.2kgH2O
3.配酸程序
向配酸槽中加约l/3体积的水,将147.8kg浓硫酸分几次,在不断搅拌条件下,缓慢加入配酸槽中,待硫酸加完后,继续加水至总体积为800L,搅拌均匀,取样分析。
4.调整方法
酸溶液配好后,经分析符合工艺规范,加热升温至工艺温度,先试洗一两批,产品质量合格后,就可以连续生产。生产过程中硫酸将逐渐消耗,每生产一定数量的产品,可根据取样分析结果或实践经验,补加一定数量的浓酸。如果按分析结果补加,需经过计算。举例如下:
例1:有效容积为800I。的酸槽,分析硫酸浓度为120g/L,需加多少千克92%的浓硫酸,才能达到硫酸浓度为200g/L?
(200-120)×800÷1000÷92%=69.57kg H2SO4
例2:如上题,若分析结果硫酸含量为300g/L,需取出多少升溶液再加水冲稀到800I.,使硫酸含量为250g/L。
(800-X)×300=250×800
则x=133.3L,即应从槽中取出133.3L溶液,再加水至800L。
酸性清洗剂清洗的方法
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂和除锈的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉干油和脂。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。近些年来,随着表面活性剂技术的发展,有的产品的耐酸性已非常好,可以很安全地使用在一些浓度不高的强酸中,这对一些含油量不高的轻锈工件起到了既除油又除锈的作用。这样就节省工序,节约投资。
以盐酸、硫酸的酸基清洗剂应用最为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大,而磷酸没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率较低。对于锌件、铝件一般不采用酸性清洗剂清洗,特别是锌件,其在酸中的腐蚀极快。
转载请注明出处累积网 » 丹东通瑞博成化工有限公司